La soudure à froid s’est imposée comme une solution de secours pour les réparations d’urgence ou l’assemblage de matériaux hétérogènes. Si l’idée de réparer sans poste à l’arc ni flamme séduit par sa simplicité, la question de la résistance mécanique reste le point de bascule pour tout technicien ou bricoleur. Peut-on réellement confier l’étanchéité d’un carter moteur ou la solidité d’une bride de canalisation à une résine époxy ? Pour répondre, il faut analyser la chimie de ces polymères et comprendre comment une liaison moléculaire peut, dans certains cas, rivaliser avec une fusion thermique.
Le fonctionnement de la résistance par adhésion moléculaire
Contrairement à la soudure traditionnelle qui repose sur la fusion des métaux, la soudure à froid crée une liaison par adhésion moléculaire. Le produit, généralement un bi-composant composé d’une résine et d’un durcisseur, subit une réaction de polymérisation. Cette réaction transforme une pâte malléable en un solide rigide qui s’ancre dans les micro-aspérités de la surface.
La robustesse finale dépend de l’interaction entre le polymère et le support. La préparation de surface est ici déterminante : sans un dégraissage parfait et un ponçage abrasif, la résistance mécanique s’effondre. Le polymère doit pénétrer la matière. Une fois polymérisé, le matériau obtenu présente des caractéristiques proches du métal : il peut être percé, taraudé, limé et peint, prouvant ainsi sa stabilité structurelle face aux outils de coupe.
L’apport des charges métalliques
La plupart des solutions de haute performance utilisent des résines chargées de particules d’acier, d’aluminium ou de bronze. Ces charges ne sont pas purement esthétiques. Elles agissent comme une armature interne, limitant le retrait lors du durcissement et améliorant la dureté Shore de l’assemblage. Cette structure composite permet de supporter des contraintes de compression élevées, souvent supérieures à celles de certains plastiques techniques ou métaux tendres.
Données techniques : pression, traction et température
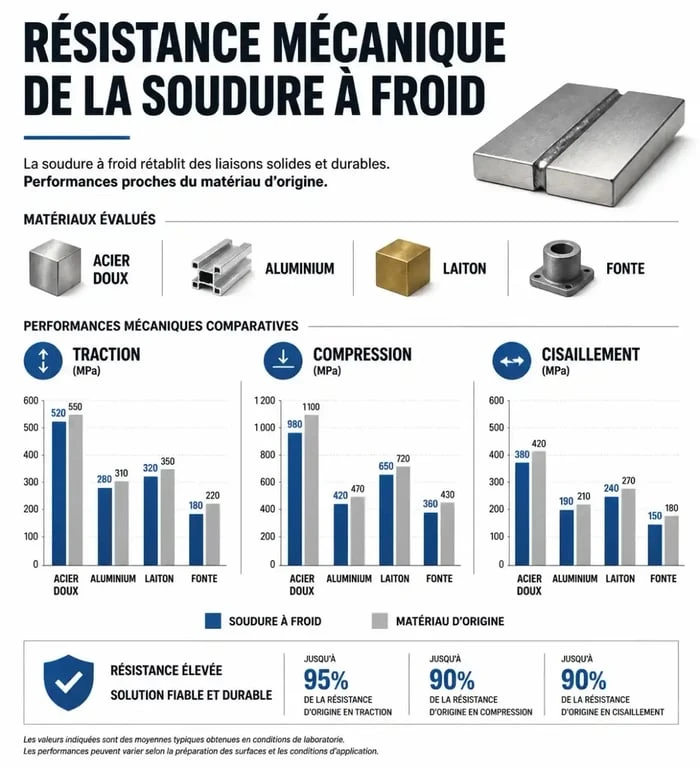
Pour évaluer si une soudure à froid convient à votre projet, il faut se référer aux données techniques. La résistance mécanique s’exprime principalement à travers trois vecteurs : la traction, la compression et la résistance au cisaillement.
| Type de contrainte | Performance moyenne (Époxy chargé) | Usage typique |
|---|---|---|
| Résistance à la traction | 25 à 45 MPa | Assemblages bout à bout, tirage |
| Résistance à la compression | 80 à 120 MPa | Rechargement de portées de roulements |
| Résistance au cisaillement | 15 à 25 MPa | Collage de plaques, recouvrements |
| Tenue en température | -40°C à +180°C | Blocs moteurs, radiateurs |
La résistance à la pression est un point fort de cette technologie. Dans le secteur de la plomberie ou de la maintenance industrielle, certains mastics époxy supportent des pressions allant jusqu’à 80 bars après une polymérisation complète. Cette performance dépend toutefois de la géométrie de la zone réparée : un simple bouchon sur un trou supporte moins de pression qu’une manchette de renfort entourant une fissure.
La gestion thermique
La chaleur est le principal ennemi de la résistance mécanique des polymères. Si une soudure à l’arc conserve ses propriétés à haute température, une soudure à froid perd sa rigidité structurelle au-delà de 150°C pour les produits standards. Pour des applications sur des collecteurs d’échappement, il est impératif d’utiliser des formulations spécifiques capables de maintenir leur intégrité jusqu’à 300°C, sous peine de voir la réparation devenir cassante ou se décoller.
Domaines d’application et limites structurelles
La soudure à froid ne remplace pas le poste à souder dans la construction de charpentes, mais elle excelle là où la chaleur est proscrite. Pour réparer un réservoir de carburant, l’usage d’une flamme est dangereux. La soudure à froid devient alors la solution privilégiée, offrant une étanchéité durable.
Dans l’industrie navale, elle permet de colmater des voies d’eau ou de réparer des corps de pompes rongés par la cavitation. La capacité de certains produits à polymériser en milieu humide en fait un outil de sauvetage efficace. En mécanique de précision, elle permet de rattraper des erreurs d’usinage sur des pièces coûteuses, là où une soudure thermique provoquerait des déformations irréversibles.
La soudure à froid protège l’intégrité structurelle de la pièce d’origine en évitant le choc thermique. Là où une soudure classique crée une zone affectée thermiquement (ZAT) qui fragilise le métal environnant, la solution à froid préserve les propriétés initiales de l’acier ou de l’aluminium. Elle permet de maintenir des tolérances géométriques serrées tout en apportant la matière nécessaire à la réparation.
Soudure traditionnelle vs Soudure à froid : analyse comparative
Le choix entre ces deux méthodes repose sur une analyse rigoureuse des contraintes de l’assemblage.
La soudure thermique crée une continuité métallique réelle. Pour des pièces soumises à de fortes vibrations ou à des chocs cycliques, elle reste supérieure. La soudure à froid, bien que rigide, possède un module d’élasticité différent du métal, ce qui peut créer des points de rupture à long terme sous des vibrations extrêmes.
La soudure à froid se distingue par sa polyvalence des matériaux. Souder de l’aluminium sur de l’acier ou de la fonte sur du cuivre est complexe avec un poste traditionnel. La chimie permet de lier des matériaux de natures radicalement différentes, tant que les surfaces sont préparées.
L’absence de gaz, d’électricité ou de protection UV rend la soudure à froid accessible en tout lieu. C’est un avantage décisif pour les réparations sur site ou dans des espaces confinés.
Précautions d’usage
Il est dangereux de considérer la soudure à froid comme une solution miracle pour des éléments de sécurité critique. On ne répare pas une oreille de fixation de ceinture de sécurité ou un triangle de suspension avec de l’époxy. La résistance au cisaillement pur reste inférieure à une pénétration de soudure à l’arc. L’usage doit rester cantonné à la réparation de carters, au rechargement de matière, à l’étanchéité et aux assemblages non structurels soumis à des contraintes modérées.
Protocole pour maximiser la résistance mécanique
Pour obtenir les performances annoncées par les fabricants, le respect du protocole est une loi absolue. Une erreur de dosage ou de préparation divise la solidité par deux.
Le nettoyage doit être rigoureux : utilisez un nettoyant frein ou de l’acétone pure. La moindre trace d’huile empêche la création des liaisons de Van der Waals nécessaires à l’adhésion. Ensuite, créez une rugosité avec un grain de 80 ou 120. Plus la surface de contact est augmentée par des micro-rayures, plus la résistance au cisaillement est élevée.
Le mélange des bi-composants doit être homogène jusqu’à l’obtention d’une couleur uniforme. Les zones marbrées sont des points de faiblesse structurelle où la polymérisation sera incomplète. Enfin, respectez scrupuleusement le temps de cure. Si le produit durcit en 10 minutes, sa résistance mécanique maximale n’est souvent atteinte qu’après 12 ou 24 heures. Ne mettez jamais la pièce sous pression avant la fin de ce délai.
En conclusion, la soudure à froid offre une résistance mécanique surprenante pour une immense majorité d’applications de maintenance. Sa fiabilité est réelle, à condition de l’utiliser pour ce qu’elle est : une liaison chimique de haute performance. Bien sélectionné et correctement appliqué, ce métal liquide permet de résoudre des situations complexes là où les méthodes traditionnelles sont inapplicables.